摘要:本文扼要讲述了利用台达PLC为核心的控制系统在专用机床上的应用。重点讲述了PLC的位置控制问题,PLC与变频器的RS485通信问题和PLC与触摸屏的组态、编程。
关键词:专用机床 PLC 触摸屏 变频器 位置控制 通信控制
Abstract: This Papers briefly on the use of DELTA’s PLC control system on the Special Purpose Machine be applications. Focus on the PLC’s Position Control, PLC and Inverters on the RS485 communication ,the PLC and Touch Screen configuration, programming.
KEY WORD:Special Purpose Machine; PLC; Touch Screen; Inverters; Position Control; Communication Control
一,应用背景
本文讲述了DVP-EH2型PLC在我公司的双工位深孔钻机床上的应用。双工位深孔钻机床为我公司开发生产的重点产品,机床主要用于汽车刹车泵缸体的钻孔加工,在市场上具有很大的应用潜力。
机床加工的基本原理是:枪钻钻头动力头平置于机床工作台,加工件安放于竖直的滑台上的工件夹具内。滑台沿枪钻钻头旋转的垂直线上下运行。加工时,钻头高速旋转,滑台带动工件往下运行,对产品进行钻孔加工,加工尺寸到位后,滑台再往上运行,退出工件,关闭动力头。
传统的机床采用液压油缸驱动。当液压油缸行程到位后,利用行程开关控制液压电磁阀动作,使油缸返回。液压驱动的最大问题是加工孔深精度很难控制。运行速度调节也不是很方便。
机床采用伺服电机控制丝杆滑台上下运行定位,滑台往下运行时,对产品进行钻孔加工,加工完成后,滑台再住上运行,退出。与传统的液压油缸驱动相比较,由于利用伺服电机定位控制,可以很方便的进行加工速度设置,高精确地达到钻孔深度的控制。
双工位深孔钻机床是两个工位同时加工,互不干涉。一个机床操作员控制,可以同时进行两件工件的加工。是提高加工效益,减少投资的不二之举。
机床控制方案可以选用简易型数控控制系统(CNC)。当前市面上也有很多两轴的数控产品。数控系统有着标准的G代码编程,也能够很方便的进行伺服的定位控制。但是须要完成两轴相互独立,互不干扰的定位时,CNC在编程时遇到了制约。CNC的两轴或多轴G代码在编程时,不能做到同时执行两段独立的定位指令。当然,也可以采用两台单轴的CNC控制系统。但是,这样的控制过于冗杂,成本也过高,应用价值不高。
鉴于以上原因 ,实现此机床控制要求可以选用PLC进行控制。机床的定位动作并不复杂,只需要正向加工定位、反向退出定位两段位置控制指令。很多型式的PLC都带有高速脉冲输出功能,具有很方便的相对定位,绝对定位指令。不需要另加扩展模块,能够很方便的实现机床的运动控制。
二,控制概要
1,机床需要两轴脉冲输出,以分别控制两个工位的丝杆滑台运行。滑台的定位速度不小于6m/min。定位精度小于0.01mm。在电气控制设计上,一般都设计为0.001mm/P,即0.001mm每脉冲当量。 这样,方便进行运算,电子齿轮比也容易计算。机械制造上采用精密丝杆传动(双螺母滚珠丝杆),也比较容易就能达到0.01的定位精度。
2, 机床人机对话采用控制面板的开关按钮与触摸屏接合。工件的加工速度,加工尺寸在触摸屏上利用参数的形式进行设置。
触摸屏与PLC组态后,可以对PLC的一些关键内部数据时行监控,包括实时显示工件坐标、动力头电机电流。显示加工状态、关键的PLC内部数据或一些故障码、异常信号,方便进行机床的状态分析、故障疹断。
触摸屏与PLC可以很方便的实现通信。两者组态时,只要设置好两者之间的通信协议,触摸屏即可以读写PLC的D、M数据了。
3,枪钻的加工因为工件的材质不同、加工孔径的大小不一,枪钻钻头的转速也要求能够很方便的进行调节。因此,机床的动力头转速采用变频器进行调速控制。
机床控制系统,可以监视变频器的相应状态,包括输出频率,输出电压,负载电流。因此,可以将PLC与变频器进行RS485通信读取读据。同时,PLC对变频器的速度、运行、停机等可以通过RS485通信进行控制,方便变频器的控制接线。
4,机床加工还须要一定的外部辅助功能。如加工过程中的冷却液,工件装夹,防护门开关等等。
5,机床具有手动控制和自动控制两种工作方式。手动控制主要用于机床的调试和首件产品的试制,可以分别对辅助功能进行开关,手动控制工件滑台的上下运行。自动控制为自动进行一个工件的加工周期,人工装夹好工件后,操作人员按下起动按钮,机床即进行工件的钻孔加工,钻孔完成后,即行自动退出工件,加工过程中,自动注入冷却液,开关防护门等相关辅助动作。加工完成后,自动工件松开。完成一个工件的加工过程。
三,PLC在专用机床上的控制实现
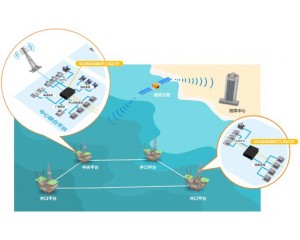
根据机床控制要求,电气控制系统以PLC为控制核心、以触摸屏与控制面板按钮为人机对话界面,控制机床的各项辅助功能输出、控制双轴伺服定位、变频器调速。其中,PLC与触摸屏的通信为RS232通信;PLC与变频器的通信采用RS485;PLC对伺服驱动的定位控制采用脉冲+方向形式的脉冲输出方式。机床总体控制框架如下图所示:
机床电气控制总框图
1,PLC 在机床上的定位控制。
PLC的脉冲输出最高频率直接影响运动定位控制的速度和精度,是一项非常关键的技术指标。一般PLC都会带两路脉冲输出或四路脉冲输出。并且脉冲输出频率并不低,甚至比一般的CNC数控还要高,如台达的DVP-EH2系统的PLC最高输出达200KHz,有些甚至更高,如Omron公司的CP1H-Y系列的PLC还达到了1MHz。
脉冲定位速度为:
V=Fmax×δ×60 (式1)
其中,V为速度,单位:m/min(米/分钟);Fmax为最高脉冲频率,单位:Hz(赫兹);δ为脉冲当量,单位:mm/P 。
台达DVP-EH2型PLC共有四路高速脉冲输出,其中两组为AB相脉冲,两点为单脉冲输出端。四路脉冲输出端口分别为:CH0(Y0,Y1),CH1(Y2,Y3),CH2(Y4),CH3(Y6),输出频率都达到200KHz。如果采用0.001mm/P脉冲当量进行控制,那么,根据式1,PLC的定位速度最快为:
200000×0.001×60=12000mm/min=12m/min
即定位的最高速度为12米每分钟。完全可以达到机床的控制要求。
现在很多的微型机,或小型机都有内置高速脉冲输出功能。可以运用脉冲定位指令实现相对定位、绝对定位。台达PLC的相对定位指令[D]DRVI或绝对定位指令[D]DRVA。(指令前缀D为双字控制指令,最高定位区间可以达到232,即定位范围为-2147483648~+2147483647)。在机床控制中,当电气精度做到0.001mm时,则机床的定位范围在-2147483.648mm~+214748.367mm之间,完全可以满足机床的控制要求。
机床在定位控制中,需要用到单步方式、连续方式、自动加工定位