前言: 传统的车身电阻点焊工艺,由于缺乏对飞溅产生的分析数据,一般对焊接飞溅率是无法控制的。现在博世力士乐公司,推出的对焊接过程中的动态电阻曲线的数据记录技术,能很好地实现对飞溅率的优化。并在国内的一些新焊接工厂或新增的焊接生产线中,得到了成熟的应用,焊接飞溅率可优化控制在10%以下,包括手工悬挂电阻点焊和机器人自动焊接生产线。下文仅就博世力士乐的动态电阻自适应控制技术产品,在Audi B8 前底板车身焊接应用实例,来系统说明如何实现焊接飞溅率的优化过程。
1 . 为何要对车身电阻点焊的焊接飞溅率进行优化
当我们进入车身焊接车间,总会看到整个车间到处焊接飞溅四溢的现象,这是由于传统的恒流控制的焊接方法和工艺无法很好的消除和降低飞溅。特别是在现代车身制造技术中,为提高车身整体结构刚度,已经越来越广泛使用高强度钢板热成型高强钢;而为了提高车身的防腐蚀性能,大量使用镀锌钢板;为提高整车质量,大量采用多层钢板的焊接工艺,加上焊接板件间广泛使用各种密封或搭接胶等,以及逐渐应用铝合金钢板材料。就这些新材料和新工艺的应用,传统的焊接方法和工艺已经不能满足焊接的要求。传统的焊接方法和工艺,一方面不能可靠地进行合格焊点的焊接,另一方面,即使得到了合格的焊点质量,也会产生很多的焊接飞溅,车身焊接中出现的大飞溅,会增加车身焊接的返工成本。很多车身制造工厂,往往采用冗余焊接热量的方法来确保焊点质量, 这样既浪费宝贵的能源,也会导致飞溅四溢现象的出现。
飞溅在外表面,首先影响外观,其次,其产生的疤痕影响耐腐蚀及疲劳性能。内部飞溅的残迹有可能在运行时脱落,如进入管路(如油管)将造成堵塞等严重事故。
现在,博世力士乐公司,专门针对以上来自新材料和新工艺的应用的挑战,提供了一种新的具有动态电阻自适应控制技术的中频电阻焊技术产品,以很好的解决以上问题,最终不仅能得到100%的合格焊点质量,还可以将车身的飞溅率降低到一定的水平,比如10%以下。而这是以往的车身焊接工艺无法实现的。
2. 优化焊接飞溅率对焊接控制系统的硬件配置要求
为了实现焊接过程中的焊点质量的飞溅率优化控制,一汽大众采用了博世力士乐的中频焊接控制器的型号为:PSI6100.352L1,控制器安装于焊接控制柜内,并与焊接机器人控制柜实现了一种无缝组合的结构,如图1所示。
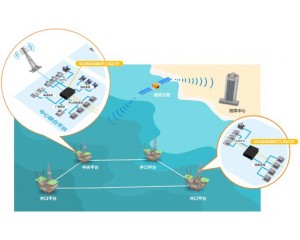
3. 实现焊接飞溅率优化所需的网络组成结构
为了在线记录每个焊点的实时动态电阻曲线,监测焊接飞溅率的发生,焊接控制器要通过以太网与PC 的BOS6000焊接软件的SQL 数据库进行通信。具体网络连接架构如图4所示。
4. 动态电阻曲线的自适应控制PSQ6000 质量模块的电气原理
要实现对焊接质量的飞溅率的优化,必须匹配动态电阻的自适应质量模块,该模块与焊钳的电气连接如图5所示。
而整个焊接系统的电气连接如图6所示:从图中,可以看出,要利用自适应电阻焊接技术来优化焊接的飞溅率,除了要有焊接变压器的二次侧的电流的测量值之外,还需要对焊钳臂的实时焊接电压值进行测量,将该测量的实时电压值,接入PSQ6000具有32位CPU处理能力的自适应质量控制模块的端子X8A 处, 详见图7所示。
焊接控制器内部,通过测量获得实时的U和I,从而计算获得焊接实时的动态电阻曲线R(t) , 一般在正常焊接时,如果得到合格质量的焊点,且没有飞溅发生,那么实际获得的动态电阻曲线是平滑的,没有大的电阻的突变,可以通过BOS6000软件设置在焊接过程中。如果动态电阻突然有一个比值的减少,例如瞬间减少4%, 如图8所示。
5. 导致飞溅产生的原因
在电阻点焊场合,飞溅按产生时期可分为前期和后期两种;按产生部位可分为内飞溅(处于两焊件间)和外飞溅(焊件与电极接触侧)两种。
前期飞溅产生的原因大致是:焊件表面清理不佳或接触面上压强分布严重不匀,造成局部电流密度过高引起早期熔化,此时因无塑性环保护必发生飞溅。
特别在目前,在车身点焊中,广泛使用各种密封或搭接胶的场合,也容易出现早期的飞溅。
防止前期飞溅的措施有:加强焊件清理质量,注意预压前的对中。有条件时可采用渐升电流或增加预热电流来减慢加热速度,避免早期熔化而引起飞溅。
后期飞溅产生的原因是:熔化核心长大过度,超出电极压力有效作用范围,从而冲破塑性环在径向造成内飞溅,在轴向冲破板表面造成外飞溅。这种情况一般产生在电流较大、通电时间过长的场合。可用缩短通电时间及减小电流的方法来防止。
6. 通过实时动态电阻曲线来对飞溅进行优化
我们知道了飞溅产生的原因,也了解对于不同的飞溅应该如何去消除,但在实际焊接时,当出现了焊接飞溅,如果仅仅依靠人的经验判断去消除飞溅,而没有飞溅产生的原因及分析数据,这往往是不够的。博世力士乐的具有自适应质量控制模块的中频系列产品,正是解决了这一问题。通过记录焊接过程中的动态电阻曲线,当飞溅发生时,我们可以很容易判断是早期飞溅还是后期飞溅,对于不同的飞溅类型,我们就可以采取不同的工艺方法,来逐步对飞溅进行优化减少。例如,图10的早期飞溅,经参数分析是焊点5的焊接电流过大引起的;而图11的后期飞溅,经现场分析是焊点3的焊接时间过长引起的,对相应的焊点参数做适当的调整后,飞溅便可消除。
7. 电阻点焊焊接飞溅优化的过程