MTBE装置DCS控制系统解决方案
MTBE plant DCS control system solutions
刘永志
北京远东仪表有限公司(北京,100013)
摘要:本文介绍了HPCS3000在MTBE装置生产中的应用,分别对其应用的DCS硬件、软件和网络特点、关键控制进行分析。
关键词:HPCS3000、MTBE装置控制、比值调节
Abstract: this paper introduces the MTBE plant DCS control system solutions, respectively, on the application of DCS hardware, software and network characteristics, key control to carry on the analysis.
Key words: HPCS3000, MTBE device control, ratio regulation.
一、 MTBE概述
随着高性能汽油发动机的发展,给炼油厂提出了生产高辛烷值汽油的任务。要提高汽油辛烷值,一是要设法提高基础组分汽油的辛烷值,二是要调入适量的高辛烷值组分。高辛烷值组分主要有烷基化油、叠合油、异构化油以及甲基叔丁基醚(简称MTBE)等。MTBE它的沸点是55度,相对密度是0.746,分子量为88,性质与汽油相近,与烃类完全互溶,对汽油的理化性质没有不良影响,其本身的辛烷值很高,具有良好的抗爆性。甲基叔丁基醚的性质和用途。
甲基叔丁基醚(MTBE),结构式CH3-O-C (CH3)3.。是一种无色、透明、易挥发液体。有毒。分子量 88.1。马达法辛烷值101,研究法辛烷值117。常压下沸点为55.2℃,25℃时的密度为735.5kg/m3。微溶于水,水中溶解度6.9%(V/V)。醚能溶解于强酸中;醚和空气接触生成过氧化物分解后发生强烈爆炸,空气中浓度达1.6~8.4%发生爆炸。
二、 工艺介绍
甲基叔丁基醚(简称MTBE)是在酸性催化剂的作用下,由甲醇与C4馏分中的异丁烯进行合成反应而得到的,这一反应为可逆放热反应,反应温度越低,平衡常数越大,转化率越高;该反应在液相条件下完成,速度非常快。
本项目属于两段深化转化工艺流程(THC),流程是原料(C4馏分)与甲醇混合进入一段反应器,反应产物进入共沸分馏塔。从塔底出来的MTBE作为产品送出装置,塔顶出来的甲醇和C4馏分共沸物补充甲醇后进入二段反应器继续进行反应。二段反应生成物进入C4分馏塔,C4馏分和甲醇共沸物从塔顶排出,进入甲醇水抽提塔;塔底出来的二段反应生成物(MTBE+甲醇)可与共沸分馏塔底出来的MTBE一起送出装置,也可返回一段反应器再次进行反应。C4馏分、甲醇混合物在甲醇水抽提塔内得到分离,C4馏分送出装置;甲醇水溶液进入甲醇回收塔。分离出来的甲醇打回反应器循环使用。
三、 操作条件
影响反应转化率及选择性的因素要有反应温度及甲醇与异丁烯的摩尔比。
1.反应温度:在一定的异丁烯浓度和醇烯比下,反应温度的高低不仅影响异丁烯的转化率,而且也影响生成MTBE的选择性、催化剂的寿命和反应速率。在低温时反应速度慢,反应转化率由动力学控制,随着反应温度的增加,平衡转化率下降,反应速度增加,达到平衡所需时间缩短,因此在高温时,反应转化率受热力学控制。为了增加平衡转化率,延长催化剂的寿命,减少副反应,提高选择性,应当采用较低的反应温度。适宜温度为50~80℃。提高反应温度,虽可提高反应速度,但二甲醚的生成量也随反应温度的提高而增加。而且反应温度超过140℃时,催化剂将被烧坏。根据放热反应的特点,反应温度低时异丁烯转化率较高。因此当装置设有两台反应器时,常使一台在较高温度下操作,以提高反应速度,另一台在较低温度下操作,以保证所要求达到的高转化率。
2. 醇烯比:甲醇与异丁烯的摩尔比增大,可减少异丁烯二聚物和三聚物的生成,所以选择性增加。另外甲醇与异丁烯的摩尔比上升,异丁烯的平衡转化率也增加,故提高甲醇与异丁烯的摩尔比是有益的。但是,高的甲醇与异丁烯的摩尔比,将使反应生成物的甲醇浓度增加,从而提高了分离、回收系统的操作费用。因此,综合考虑,甲醇与异丁烯之比取1.1 ~l.2 :1 较适宜。
3.反应压力:反应压力必须保持物料在液相反应,一般为0.8~1.4MPa。
4.原料纯度:强酸阳离子交换树脂催化剂中的H+会被金属离子所置换而使催化剂失活,因此要求进入反应器的原料中金属阳离子的含量小于1mg/kg;如原料中有碱性物质也会中和催化剂的磺酸根,所以这类杂质也要脱除;C4馏分中水含量必须限制,一般为300~500mg/kg。因为水与异丁烯发生副反应生成民丁醇。
原料C4馏分中异丁烯含量的多少,因来源不同差别很大。催化裂化的C4馏分中异丁烯含量含量较低,适宜作炼油型的,下游产品可作烷基化原料;而裂解C4馏分经过抽提丁二烯后的萃取剩余C4馏分,异丁烯含量高达40%~60%,可作为化工型的,即转化率>99.5%,才能满足下游生产1-丁烯的需要。
四、 系统控制实现方案
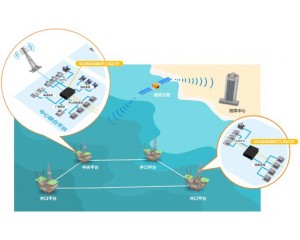
基于“集中管理,分散控制”的模式,数字化、信息化环保工程的思想,着眼于企业“管控一体化”信息系统的建设,建立一个先进、可靠、高效、安全且便于进一步扩充的集过程控制、监视和计算机调度管理于一体并且具备良好开放性的监控系统,完成对整个工艺过程及全部生产设备的监测与自动控制,实现“现场无人值守,总站少人值班”的目标。我们用HPCS3000系统对工程进行生产数据的监视、控制回路的控制,完美的实现对生产系统的自动化监控。另外,在设计的时候,在确保先进、可靠、开放、安全的前提下,始终坚持控制成本的原则。
a) 运用国际先进技术和当今高科技成果,建设高可靠性、高效率、高度自动化的控制系统。
b) 检测仪表配置满足工艺流程检测要求、工艺设备控制要求和安全生产要求。
c) 仪表选型立足于可靠性、先进性,并确保工艺的精度要求和实时要求,以及维护方便,运行稳定。
d) 自控系统对MTBE生产过程以分散控制为主,集中调度,达到国际先进水平。
e) 自控系统的软硬件的配置符合国家和国际上有关标准,确保产品的可靠性、开放性,以满足产品的扩展的需要。
f) 成套设备的控制系统利用厂商提供的专用控制设备,并通过通信口实现和监控系统的数据通讯。通讯网络采用开放性的符合国际标准的通讯协议及规约,便于系统的扩展及升级。
1 系统硬件配制
1) 整套HPCS3000系统配置3个操作员站、其中1个兼工程师站、1对冗余现场控制站及I/O 模块。 其中网络,电源和重要I/O模块冗余配置。
2) 工程师站(由操作员站兼任)完成组态修改及下装,包括:数据库、图形、控制算法、报表的组态,参数配置,操作员站、现场控制站及过程I/O模块的配置组态,数据下装等。
3) 操作员站进行生产现场的监视和管理,包括:工艺流程图显示,报表打印,控制操作,历史趋势显示,报警管理等。
4) 现场控制站又称I/O站,是系统实现数据采集和过程控制的重要站点,主要完成数据采集、工程单位变换、控制和联锁算法、控制输出、通过系统网络将数据和诊断结果传送至上位机等功能。
5) 现场控制站由DPU、智能I/O单元、电源单元和专用机柜四部分组成,在DPU和智能I/O单元上,分别固化了实时控制软件和I/O单元运行软件。
6) 现场控制站内部采用了分布式的结构,与系统网络相连接的是现场控制站的DPU,冗余配置。DPU通过控制网络与各个智能IO单元实现连接。
7) 系统采用I/O模块DPU组成现成控制站,采用MODBUS 现场总线技术,构成先进的、可靠的DCS分布式控制系统。I/O模块和底座组成现场模块单元,。现场控制站主要由I/O模块、机箱、电源切换箱组成。
8) 系统网络构架:系统的网络由上到下分为、控制网和系统网两个层次,控制网络实现现场控制站与过程I/O模块的通讯;系统网实现工程师站、操作员站,现场控制站之间的与互连。
9) 系统网络采用可靠性高的双冗余结构,应用时可以保证在任何一条网络失效的情况下都不影响系统通信。
10) 系统网络由100M工业以太网构成,用于工程师站、操作站与现场控制站的连接,完成现场控制站、通讯控制站的数据下装,上位机与现场控制站、通讯控制站之间的实时数据通讯。
11) 控制网络由MODBUS 总线构成,用来实现现场控制站与过程I/O模块的通讯,完成实时输入、输出数据的传送。Modbus是专门为自动控制系统与在设备级分散I/O之间进行通讯而设计的。既可满足高速传输,又有简单实用、经济性强等特点。
2 工艺及控制要求:
MTBE生产工艺:异丁烯与甲醇在加压后混合,进入反应塔后先反应,再分馏(在同一塔体内完成)生成甲基叔丁基醚(一种汽油添加剂,用以提高汽油标号),简称为MTBE。
3万吨/年MTBE装置中包含22个PID控制回路,其中3个串级控制回路,一个比值控制回路;
串级回路1:以回收塔底部TI2238为外环,E210蒸汽流量FIC2212 为内环;
串级回路2:以C4原料罐物位LICA2201为外环,C4自罐区来流量FIC2201为内环。串级回路3:回收塔液位LICA2208为外环,萃取水流量FIC2210为内环。
C4丁烯物料流量FT-2203与甲醇流量FT-2204实施摩尔量的比值控制,其中甲醇流量比值略高于C4丁烯物料,比值可修改。FT-2203、FT-2204均为质量流量计,其控制框图如下:
F1mol=F/m1 F 甲醇的质量流量,
m1 甲醇的分子量,
F1mol甲醇的摩尔流量,
F2=F1mol * m2 * K1 / K m2 异丁烯的分子量,
K1 可修改的比值系数
K 可修改的C4成分含量
F2 C4物料的流量。
五、 主要工艺流程控制
1. 醚化单元
1.1、醇烯比是操作的一个关键指标,如果醇烯比过低或甲醇中断,都会引起反应器床层温度高于指标控制范围,甚至会烧坏催化剂,因此要做到精心调整,保证醇洗比稳定在1.03±0.1。若发现甲醇中断时,立即停止抽余碳四向反应器进料,避免烧坏催化剂的事故发生;同时仪表计量和分析要准确;
1.2、醚化催化剂的脱水要干净,否则会产生大量的副产物,延长产品合格的时间,因此甲醇浸泡的时间要充分,才能将醚化催化剂中的水脱干净;
1.3、在投料的初始阶段,床层温度的控制是难点,主要控制手段如下:
密切注意催化剂床层温度及温度升高的趋势,及时向火炬气排放系统泄压;投料量要小,以减少放热量;调节好醇烯比,在投料初期宁可甲醇过量一些;尽快建立外循环;
2. 反应精馏单元
2.1、醚化催化剂的脱水要干净,否则会产生大量的副产物,延长产品合格的时间,因此甲醇浸泡的时间要充分,才能将醚化催化剂中的水脱干净;
2.2、调节好醇烯比,在投料初期宁可甲醇过量一些;
2.3、塔升温时,要严格控制升温速度,升温过快会造成干塔或液泛,延长了产品合格的时间;
2.4、在投料的初期甲醇过量,为减少甲醇对反应精馏塔操作的影响,在维持反应精馏塔的液位的前提下,将不合格的MTBE排至自备罐区不合格品罐;
2.5、在反应精馏塔操作的过程中,要尽可能地维持操作压力的稳定,减少塔压波动,否则MTBE易闪蒸到塔顶,使反应精馏塔A塔顶采出产品合格时间延长;
3.1料水比甲醇回收单元的一个重要指标,料水比的高低既影响到水洗后碳四的质量,又影响到回收塔的操作。料水比高,萃余碳四中的甲醇容易超标;料水比低,使萃取水中的甲醇浓度低,从而会导致回收塔塔顶采出的甲醇产品不合格或为达到相同的回收甲醇品质使操作费用增加(即加大回流比)。因此,要维持料水比在5~6,并将之间的甲醇浓度维持在7~10%(重量),通常维持在8%(重量)
3.2、要维持水洗操作压力稳定。操作压力抵,使萃余碳四中的甲醇和水超标;操作压力高,会影响设备安全或安全阀起跳。可以从以下几个方面来维持水洗塔的操作压力:
1)醚后碳四进料要稳定;
2)塔压调节灵敏;
3)稳定进水量;
4)稳定界面;
5)稳定进水温度。
3.3、回收塔的操作:首先要维持塔的操作压力,减少塔压波动,否则易将水闪蒸到塔顶,使回收甲醇不合格;其次是要稳定水洗塔的界面和循环水量,减少进入回收塔的碳四量.
六、 HPCS系统简介
HPCS-3000、4000+分散过程控制系统是在多年研究国内外多种DCS产品技术基础上,汇集了多年发电、造纸、化工等生产过程控制经验最新推出的新一代DCS产品;是一个融计算机、网络、数据库、信息技术和自动控制技术为一体的工业信息技术系列产品。
HPCS是英语HUAWEN Processing Control System的缩写,中文含义为华文过程控制系统。系统的开放式结构、模块化设计技术、合理的软硬件功能配置和易于扩展的特点,可广泛用于电站的分散控制、电厂调度和管理信息系统、变电站监控、电网自动化、钢铁企业的高炉监控、化工企业的过程自动化和造纸厂过程自动化。